1前言
大多數(shù)消費(fèi)者購買家具時(shí)把家具質(zhì)量作為重要的考慮因素,特別是外觀質(zhì)量成為選購家具的首要因素,因?yàn)閮?nèi)在質(zhì)量需要通過設(shè)備檢測(cè)才能判斷優(yōu)劣,外觀質(zhì)量只需要通過人們感官就可以進(jìn)行判斷,因此外觀質(zhì)量是影響家具銷售的重要因素。
經(jīng)驗(yàn)豐富的油漆技工常說:“白坯光得越到位,油漆質(zhì)量越高”。從這句話不難看出家具白壞表面質(zhì)量在家具外觀質(zhì)量中所起的重要作用。
傳統(tǒng)家具白坯表面修整方法是精光和砂光。精光是利用刀片在白坯表面精細(xì)切削的一種零件表面修整方法多數(shù)為手工操作。砂光是采用砂紙磨削木材表面的過程,由于機(jī)械設(shè)備的原因,傳統(tǒng)家具零件表面修整方法有相當(dāng)?shù)木窒扌裕饕m合實(shí)木方材表面修整,至于大幅面的板式零件或有型面的零件,則修整后的零件表面質(zhì)量不高,零件型面形狀正確率也不高。現(xiàn)代家具的結(jié)構(gòu)、材料與家具相比較發(fā)生了非常顯著的變化,其零件表面質(zhì)量水平也提高到了一個(gè)新層次,與此同時(shí),現(xiàn)代家具零件表面修整技術(shù)與傳統(tǒng)家具零件表面修整技術(shù)也發(fā)生了深刻的變化。
2現(xiàn)代砂光技術(shù)的典型砂光設(shè)備 .jpg)
現(xiàn)代木家具砂光技術(shù)可砂磨的零件形狀有平面型零件和型面型零件,所有的設(shè)備分為帶式砂光機(jī)、盤式砂光機(jī)和刷式砂光機(jī),其中帶式砂光機(jī)占絕對(duì)主導(dǎo)地位。機(jī)型有:寬帶砂光機(jī)、手壓砂光機(jī)、帶式型面砂光機(jī)、帶式曲形零件砂光機(jī)、海綿砂光機(jī)、振蕩砂光機(jī)、八角砂光機(jī)等。
2.1現(xiàn)代寬帶砂光機(jī)的結(jié)構(gòu)特點(diǎn)
通用型砂光機(jī)以寬帶砂光機(jī)和手壓砂光機(jī)為主。寬帶砂光機(jī)和手壓砂光機(jī)幾乎成為實(shí)木家具生產(chǎn)商和板式家具生產(chǎn)商必備的加工設(shè)備,因此本文重點(diǎn)介紹有代表性的寬帶砂光機(jī)的結(jié)構(gòu)特點(diǎn)如圖1。
2.1.1CSD壓力傳送系統(tǒng)
先進(jìn)的寬帶砂光機(jī)是由CNC控制,其砂光壓力控制是通過CNC電子控制分段壓塊加壓來實(shí)現(xiàn)的,所以又將該種砂光機(jī)稱為琴鍵式砂光機(jī)。
在有厚度偏差的基材上貼比較薄的單板或涂飾油漆然后再砂光,此時(shí)采用普通型寬帶砂光機(jī)和琴鍵式砂光機(jī)得到兩種完全不同的結(jié)果。采用普通型寬砂光機(jī)砂光此類零件,要么某些部位沒有被砂光,要么局部被砂破,而琴鍵式砂光機(jī)則不同,它會(huì)忽略板材的厚度偏差,將砂帶壓力均勻地分布到整個(gè)砂磨面上。
CSD壓力系統(tǒng)能夠精確地、自動(dòng)地調(diào)整每一個(gè)壓力單元的壓力,而且是按著位于壓力單元下的工作表面尺寸來調(diào)整的,同時(shí)按此壓力分布規(guī)律確保到零件的邊部,且不受零件形狀的影響,如圖2所示。如果零件邊部有輕微的重疊現(xiàn)象也能被砂平,因?yàn)閴毫卧谶叢康膲毫梢员辉黾印?
由于CSD系統(tǒng)有精確的方位性,其壓力單元具有一定的柔性,因此允許最大2mm厚度偏差的多個(gè)零件同時(shí)進(jìn)給,且能得到等厚的,表面質(zhì)量合格的零件砂光表面。
圖3表示了CSD壓力系統(tǒng)與普通壓力系統(tǒng)的不同點(diǎn)。普通寬帶砂光機(jī)采用空氣壓力圓柱砂光技術(shù),這種技術(shù)不可能使每個(gè)單獨(dú)的壓力單元得到精確的壓力量,要么每個(gè)壓力單元的壓力為100%,要么為0%,因此砂光遇到有鑲邊的零件或開孔零件則會(huì)出現(xiàn)壓力不均現(xiàn)象。 .jpg)
2.1.2橫向砂光單元
現(xiàn)代砂光技術(shù)增加了橫向砂光單元(圖4)。該單元的砂磨方向與板材前進(jìn)方向成90度角,所以能夠很好地切斷纖維,從而避免油漆時(shí)出現(xiàn)毛刺現(xiàn)象。橫向砂光單元配套人字型毛氈襯帶砂出的光滑表面符合油漆薄型涂飾的涂飾要求,同時(shí)也可以避免軟質(zhì)實(shí)木砂過頭的現(xiàn)象。另外此單元也適合砂光環(huán)孔材。為了使砂光機(jī)適合不同類型木材的砂光,橫向砂光常常與縱向砂光單元聯(lián)合使用。
.jpg)
2.1.3定厚砂光系統(tǒng)
在定厚砂光過程中,為了得到一個(gè)等厚的砂光表面采用鋼制定厚砂光輥是現(xiàn)代砂光機(jī)又一特征。(圖5)。
.jpg) 當(dāng)砂光軟質(zhì)木材時(shí),鋼制定厚輥與橡膠輥相比較,可以避免砂過頭現(xiàn)象。高質(zhì)量砂光機(jī)的每根砂輥都作了動(dòng)平衡,因此能夠保持高速平穩(wěn)運(yùn)轉(zhuǎn)。當(dāng)使用不同粒度砂帶時(shí),砂帶的厚度是不同的,為保證零件的厚度,現(xiàn)代砂光機(jī)有一個(gè)整體砂帶補(bǔ)償裝置。 當(dāng)砂光軟質(zhì)木材時(shí),鋼制定厚輥與橡膠輥相比較,可以避免砂過頭現(xiàn)象。高質(zhì)量砂光機(jī)的每根砂輥都作了動(dòng)平衡,因此能夠保持高速平穩(wěn)運(yùn)轉(zhuǎn)。當(dāng)使用不同粒度砂帶時(shí),砂帶的厚度是不同的,為保證零件的厚度,現(xiàn)代砂光機(jī)有一個(gè)整體砂帶補(bǔ)償裝置。
定厚砂光單元的調(diào)整是通過數(shù)字控制裝置來調(diào)的,結(jié)合分段加壓裝置、橫砂和縱砂組成的砂光機(jī)可以達(dá)到精細(xì)砂光木材表面的水平。
2.1.4砂光單元組合
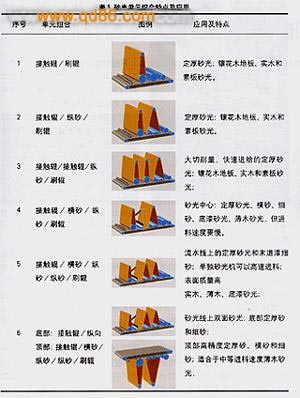
現(xiàn)代砂光機(jī)有接觸輥、縱砂、橫砂、刷輥等基本單元組成。這些基本單元的不同組合,所適應(yīng)的零件材質(zhì)、類型及砂光質(zhì)量都不相同。表1舉例說明部分砂光單元組合特點(diǎn)。
2.1.5圖形操作系統(tǒng)
現(xiàn)代砂光機(jī)的操作清晰簡(jiǎn)單,從計(jì)算機(jī)開始按鈕就可以自動(dòng)或停止砂光機(jī)的工作。遇緊急情況按緊急停止按鈕可停止機(jī)械的所有操作。用戶可圖形操作終端調(diào)整各種工作參數(shù),這些參數(shù)完全反映在屏幕上,包括砂光機(jī)出現(xiàn)錯(cuò)誤控制的信息。調(diào)整后的參數(shù)可以作為一個(gè)程序存放存儲(chǔ)器中,以便再調(diào)用(圖6)。
.jpg)
2.1.6砂光帶清潔系統(tǒng)
砂光帶清潔系統(tǒng)在保證砂光質(zhì)量和提高砂光效率上占有相當(dāng)重要的位置。砂帶上砂粒之間的間隙很容易被木材纖維或木粉填滿,如果填滿,砂帶的砂磨能力就會(huì)大大地下降,砂光的質(zhì)量和效率也會(huì)大大地降低,同時(shí)砂帶會(huì)發(fā)熱,影響砂帶的使用壽命。
現(xiàn)代砂光機(jī)采用吹和吸聯(lián)合作用清潔砂帶。一般安裝在砂輥轉(zhuǎn)回處,因?yàn)榇颂幧傲5拈g隙處于張開最大狀態(tài)。家具零件的砂磨量越小,砂帶粒度越細(xì),清潔系統(tǒng)就顯得越重要。
2.2專業(yè)型砂光機(jī)
專業(yè)型砂光機(jī)以帶式型面砂光機(jī)、帶式曲形零件砂光機(jī)為主。
對(duì)于砂光機(jī)走專業(yè)化道路也是生產(chǎn)的需要,只有采用專業(yè)砂光機(jī)才能保證砂光質(zhì)量和生產(chǎn)效率。帶式型面砂光機(jī)如圖7所示。
.jpg) 帶式型面砂光機(jī)有多個(gè)獨(dú)立的砂帶從多個(gè)角度和側(cè)面對(duì)零件的側(cè)邊和平面部分砂光。砂光壓塊(sanding block)具有與零件型面相配合的形狀,零件的每一個(gè)形狀對(duì)應(yīng)一個(gè)砂光壓塊(圖8)。 帶式型面砂光機(jī)有多個(gè)獨(dú)立的砂帶從多個(gè)角度和側(cè)面對(duì)零件的側(cè)邊和平面部分砂光。砂光壓塊(sanding block)具有與零件型面相配合的形狀,零件的每一個(gè)形狀對(duì)應(yīng)一個(gè)砂光壓塊(圖8)。

2.3手工砂光
手工砂光以海綿砂光機(jī)(配套海綿輪使用)、振蕩砂光機(jī)、八角砂光機(jī)和刷式砂光機(jī)為主。
手工砂光主要針對(duì)于形狀或裝飾比較復(fù)雜的零件進(jìn)行砂光。手工砂光是對(duì)不能采用自動(dòng)砂光機(jī)的一個(gè)補(bǔ)充,也是不可缺少的部分。

刷式砂光機(jī)是由靈活的氧化鋁砂光布組成。適合于柜門、車削零件、雕刻零件輪廓砂光,也包括曲線鋸解所得產(chǎn)品砂光(圖9)。
3現(xiàn)代砂光技術(shù)的典型砂光工藝
由于現(xiàn)代家具用材的多樣性、零件形狀的復(fù)雜性及砂光質(zhì)量的要求,所以砂光工藝又分為多種類型。
3.1家具零件典型砂光工藝分類
(1)平面通用型砂光工藝;
(2)型面專業(yè)型砂光工藝;
(3)手工砂光工藝;
(4)平面通用型砂光+手工砂光工藝;
(5)平面定厚型砂光工藝;
(6)工序聯(lián)合型砂光工藝。
平面通用型砂光工藝:主要對(duì)象是平面型零件,如方材表面砂光、刨花板、MDF、細(xì)木工板、集成材的素板砂光及其貼面后砂光,此時(shí)無論是方形零件、還是橢圓形或其它形狀零件都可以進(jìn)行平面砂光。如果零件表面平整度高,砂光設(shè)備精度高,則可以砂磨漆膜。寬帶砂光機(jī)是平面通用型砂光的典型設(shè)備,它可以一次完成砂光任務(wù),生產(chǎn)效率比較高。
型面專業(yè)型砂光工藝:主要對(duì)象是型面型零件,如車削零件、裝飾條(如通過四面刨、壓刨、下軸銑床加工的線條或通過線條面加工的線條)、彎曲型零件(如實(shí)木彎曲型零件、鋸彎型零件)、圓柱型零件(如車削或銑削加工的零件)等。一般采用專業(yè)機(jī)械,如車削零件砂光機(jī)、圓柱零件表面砂光機(jī)等。所用砂具為砂帶或砂輪,如果采用砂帶砂磨型面多數(shù)需配仿型的壓塊。
手工砂光工藝:該種方法適合于任何零件的砂光,但是考慮到生產(chǎn)效率及砂光質(zhì)量,此種方法常用于形狀復(fù)雜,體積比較大或不適合機(jī)械進(jìn)給的零件砂光,如海綿砂光機(jī)、振蕩砂光機(jī),八角砂光機(jī)和刷式砂光機(jī),其中八角砂光機(jī)和刷式砂光機(jī)更適合花紋雕刻零件等的砂光。對(duì)于一定厚度偏差貼木皮的板材往往一次寬帶砂光機(jī)砂光不能完全滿足砂光的要求,因此也可以采用手壓砂光機(jī)進(jìn)行補(bǔ)充砂光。
平面定厚型砂光工藝:主要適合于實(shí)木零件和素板的砂光,其目的是為了減少厚度公差,保證后續(xù)工序的加工質(zhì)量,如保證貼面的平整度、油漆的平整度等。
工序聯(lián)合型砂光工藝:對(duì)于仿型銑所加工的零件多數(shù)形狀比較復(fù)雜,一般沒有相應(yīng)的砂光機(jī)械進(jìn)行砂光,常采用手工砂光,因此容易造成零件變形。先進(jìn)的仿型銑采用銑刀與砂帶同步加工的形式來完成零件的銑削和砂光,此設(shè)備加工的零件表面光滑、形狀正確率高。
3.2一般家具零件砂光工藝過程
3.2.1實(shí)木零件:備料→毛料加工→膠合或彎曲→凈料加工或部件裝配或涂飾→平面砂光或型面專業(yè)型砂光→側(cè)面砂光或砂光→細(xì)砂。
3.2.2 板式零件:人造板素板備料或?qū)嵞緱l封邊→平面定厚砂光→貼木皮→平面砂光→平面補(bǔ)充砂光→側(cè)邊銑削→側(cè)面砂光或型面專業(yè)型砂光。
4現(xiàn)代砂光技術(shù)的特點(diǎn)
專業(yè)化分工明確,如油漆砂光機(jī)、薄木砂光機(jī)、實(shí)木砂光機(jī)、平面砂光機(jī)、型面砂光機(jī)等;
計(jì)算機(jī)控制程度越來越高,如橫切傳感器測(cè)量零件的尺寸、形狀和零件的厚度,并且控制分段壓輥,隨時(shí)調(diào)整零件通過時(shí)所要得到的精確壓力。
自動(dòng)化程度高。CSD壓力傳送系統(tǒng),可以實(shí)現(xiàn)無級(jí)調(diào)節(jié)每一個(gè)砂光墊的壓力,包括敏感的邊部區(qū)域砂光質(zhì)量高;砂光量、平整度、壓力分布、砂光范圍根據(jù)需要用戶設(shè)定;
具有橫向砂光、縱向砂光及兩者的多種組合,大大地提高砂光表面質(zhì)量和擴(kuò)大了砂光機(jī)的適應(yīng)范圍。
適應(yīng)性強(qiáng),通過砂光機(jī)的彈性壓力系統(tǒng)可以多零件同時(shí)進(jìn)給,且允許有2mm或更大的公差;砂光表面質(zhì)量,誤差小,最小砂削厚度為0.08mm;
操作簡(jiǎn)單,設(shè)置的時(shí)間短,調(diào)機(jī)方便,低能耗,低噪音,保證砂光精度。 |